خمکاری
خم کاری از انواع عملیاتی است که در ورق کاری بر روی ورق فلزی انجام می شود و تعریف آن عبارت است از تغییر شکل ورق در امتداد یک خط مستقیم. اگر این تغییر شکل در امتداد یک خط مستقیم نباشد به آن به اصطلاح فرم دهی اطلاق می شود. در انواع کارهای ورق کاری به موارد زیادی برخورد میکنیم که برای تأمین فرم مورد نظر، افزایش مقاومت در مقابل خمش، جلوگیری از آسیب به دست، ایجاد اتصال و غیره نیاز به خمکاری وجود دارد. وسایل و ماشین آلاتی که برای این منظور به کار میروند متنوع بوده و با هر کدام خمهای معینی را میتوان به وجود آورد.[۱]
دستگاه خمکن دستی
این دستگاه برای خمهای گوشهدار و آنهایی که دارای انحناء محدودی میباشند بکار میرود.
این دستگاه دارای پایهای است که فک زیرین بر روی آن سوار شدهاست. فک روئی به کمک مکانیزم پیچ و مهره قابل حرکت بوده و به وسیلهٔ آن میتوان ورق را بین دو فک محکم نمود. فک دیگری بنام فک خمکننده وجود دارد که حول محوری به صورت شعاعی قابل حرکت بوده و به وسیلهٔ آن میتوان ورقی را که قبلاً بین فکهای روئی و زیرین محکم شدهاست خم نمود. برای خنثی کردن نیروی وزن فک خم کننده، معمولاً در انتهای محور آن وزنهای قرار دارد که به آن وزنه تعادل میگویند. در لبه فکهای سهگانه مذکور معمولاً تیغههایی از جنس فولاد نصب گردیدهاست که قابل تعویض بوده و با تعویض آنها میتوان خمهای مختلفی را به وجود آورد.[۲]
ظرفیت خمکاری در دستگاه خمکن دستی: با این نوع ماشین خمکن میتوان ورقهای آهنی و فولاد کم کربن را تا ضخامت ۳ میلیمتر، ورقهای آلومینیوم و آلیاژهای آن را تا ضخامت ۶ میلیمتر و همچنین ورقهای مس و برنج را تا ضخامت ۵ میلیمتر خمکاری کرد.
ماشین خمکن برقی
خمکنهای برقی: ماشینهای خمکن برقی نسبت به ماشینهای خمکن ساده دستی دارای کار آیی خوب و مؤثرتری هستند و به طول یک تا ۶ متر ساخته میشوند.
اجزای ماشینهای خمکن برقی:
- موتور الکتریکی و جعبه دنده معکوسکننده دور.
۳ فک بالای دستگاه و وابستههای آن که حرکت خود را از الکتروموتوری که در قسمت پایه سمت راست نصب شدهاست، میگیرد.
- صفحه گردان و وابستههای آن که نیروی خود را برای خمکاری از الکتروموتور میگیرد؛
- تجهیزات تبدیل و انتقال نیرو؛ این تجهیزات تبدیل نیرو و انتقال آن را به قسمتهای متحرک ماشین امکانپذیر میسازد و معمولاً در پایههای دستگاهها جاسازی میشوند.
- جعبه فرمان مجهز به کلیدهای روشن و خاموش موتور و کلید فرمان توقف دقیق تیغهها به هنگام خمکاری که روی دستگاه نصب شدهاست.
تذکر :از جمله دستگاههای دیگری که برای خم کردن ورقهای فلزی مورد استفاده قرار میگیرند دستگاههای پرس خم هستند از جمله دستگاههای پرس خم مکانیکی و دستگاههای پرس خم هیدرولیکی
قالب خمکاری
قالب خمکاری ابزاری اساسی در فرآیند شکلدهی ورقهای فلزی است که برای ایجاد خمهای دقیق و یکنواخت در ورق به کار میرود. این قالبها با اعمال نیرو بر روی ورق، آن را به شکل دلخواه خم میکنند. انتخاب نوع قالب مناسب برای هر پروژه، به عوامل مختلفی از جمله جنس ورق، ضخامت، شعاع خم و پیچیدگی شکل نهایی بستگی دارد.[۳]
- انواع قالبها بر اساس شکل هندسی:
- V شکل: سادهترین نوع، برای خمهای مستقیم.
- U شکل: برای خمهای عمیقتر.
- R شکل: برای خمهای با شعاع بزرگتر.
- ترکیبی: ترکیبی از اشکال مختلف برای خمهای پیچیده.
- انواع قالبها بر اساس جنس:
- فولادی: رایجترین نوع، از فولاد ابزار ساخته میشود.
- کاربیدی: برای مواد سختتر.
- سرامیکی: برای مواد نرمتر.
- اجزای اصلی قالب: پانچ، ماتریس، نگهدارنده.
- عوامل موثر در انتخاب قالب: جنس ورق، ضخامت ورق، شعاع خم، تعداد دفعات خمکاری، دقت ابعادی.
- مزایای استفاده از قالب خمکاری: دقت بالا، تکرارپذیری، سرعت، کاهش ضایعات.
- کاربردها: صنایع خودروسازی، هوافضا، ساخت و ساز، لوازم خانگی، الکترونیک.
خمکاری ورق فلز
خمکاری ورق فلز یکی از اساسیترین و پرکاربردترین فرایندهای شکلدهی فلزات است که از قدیم برای ایجاد طیف وسیعی از محصولات از اجزای ساده تا سازههای پیچیده استفاده میشود. این فرایند شامل اعمال نیرو به یک ورق فلزی برای تغییر شکل پلاستیک آن در امتداد یک خط مستقیم است که منجر به ایجاد زاویه و دیفورمیشن میشود.
مبانی خمکاری ورق فلز
در فرایند خمکاری، تغییر شکل دائمی ورق فلز قرار دارد. هنگامی که نیرویی به ورق اعمال میشود، ابتدا تغییر شکل الاستیک رخ میدهد که در آن ورق پس از برداشتن نیرو به حالت اولیه خود بازمیگردد. با افزایش نیرو، ورق وارد ناحیه تغییر شکل پلاستیک میشود و شکل جدید خود را حفظ میکند. یکی از پدیدههای مهم در خمکاری، برگشت فنری (Springback) است. پس از برداشتن نیرو، تنشهای داخلی در ماده باعث میشوند که زاویه خم تا حدی باز شود. جبران برگشت فنری از طریق خمکاری بیش از حد (over-bending) یا استفاده از ابزارهای خاص، برای دستیابی به زاویه دقیق لازم است.
عوامل متعددی بر فرایند خمکاری تأثیر میگذارند که از آن جمله میتوان به موارد زیر اشاره کرد:
- نوع و خواص مکانیکی ماده: سختی، استحکام تسلیم، مدول الاستیسیته و داکتیلیته مواد مختلف بر نیروی مورد نیاز برای خمکاری و میزان برگشت فنری تأثیر میگذارند.
- ضخامت ورق: ورقهای ضخیمتر به نیروی بیشتری برای خمکاری نیاز دارند و معمولاً برگشت فنری بیشتری نیز از خود نشان میدهند.
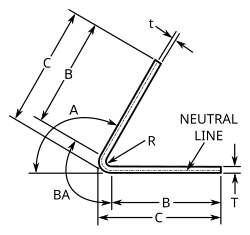
- شعاع خم (Bend Radius):شعاع خم داخلی قطعه خمکاری شده. شعاع خم خیلی کوچک میتواند منجر به ترک خوردگی یا شکستگی ماده شود، در حالی که شعاع بزرگتر باعث سهولت خمکاری میشود.
- دانه بندی ورق(Grain Direction):جهت دانه بندی فلز میتواند بر استحکام و قابلیت خمکاری آن تأثیر بگذارد. خمکاری در جهت عمود بر دانه بندی معمولاً مطلوبتر است.
انواع خمکاری
روشهای متعددی برای خمکاری ورق فلز وجود دارد که هر یک مزایا و کاربردهای خاص خود را دارند:
خمکاری لبهای (Edge Bending)
در خمکاری لبهای، ورق فلز بر روی لبه یک قالب (die) قرار میگیرد و یک پانچ (punch) نیرو را به لبه ورق وارد میکند تا آن را به سمت پایین خم کند. این روش معمولاً برای خمهای ساده با یک زاویه مشخص استفاده میشود و بیشتر در دستگاههای پرس برک (press brake) انجام میشود. کنترل دقیق نیروی پانچ و موقعیت ورق برای دستیابی به خمهای دقیق در این روش حائز اهمیت است.
خمکاری وی (V-Bending)
خمکاری V رایجترین روش خمکاری است که در آن ورق فلز بین یک پانچ V شکل و یک قالب V شکل قرار میگیرد. با پایین آمدن پانچ، ورق در امتداد خط خم در داخل قالب فشرده میشود. خمکاری V خود به سه زیرگروه اصلی تقسیم میشود:
- خمکاری هوایی (Air Bending): در این روش، ورق فقط در دو نقطه با قالب و در یک نقطه با پانچ تماس پیدا میکند. زاویه خم توسط عمق نفوذ پانچ کنترل میشود و نیازی به تماس کامل ورق با قالب نیست. این روش انعطافپذیری بالایی در تولید زوایای مختلف دارد و نیاز به تعویض قالب برای هر زاویه را از بین میبرد. برگشت فنری در این روش بیشتر است و باید دقیقاً محاسبه و جبران شود.
- خمکاری کفکوب(Bottoming) :در این روش، پانچ و قالب کاملاً با ورق تماس پیدا میکنند و ورق به طور کامل در قالب فشرده میشود. این روش دقت بالایی در زاویه خم ارائه میدهد و برگشت فنری کمتری دارد. با این حال، برای هر زاویه خم خاص نیاز به قالب و پانچ متناسب وجود دارد.
- سکهزنی (Coining):سکهزنی شکل پیشرفتهتری از خمکاری کفکوب است که در آن نیروی بسیار زیادی اعمال میشود تا نه تنها ورق را خم کند، بلکه باعث تغییر شکل دائمی در ساختار داخلی فلز در ناحیه خم نیز شود. این کار باعث کاهش چشمگیر برگشت فنری و تولید خمهای بسیار دقیق و تیز میشود. با این حال، نیروی بسیار زیادی مورد نیاز است و سایش ابزار بیشتر است.
خمکاری یو(U-Bending)
خمکاری U شبیه به خمکاری V است، اما در آن از یک پانچ و قالب با شکل U برای ایجاد خمهای گرد یا مستطیلی استفاده میشود. این روش برای ساخت کانالها، ناودانها و قطعات با مقطع U شکل کاربرد دارد. ===خمکاری گرد (Rotary Bending)===در خمکاری گرد، از یک مجموعه غلتک یا ابزار دوار برای ایجاد خمهای پیوسته یا گرد استفاده میشود. این روش برای تولید قطعات با شعاع خم بزرگ و یکنواخت، مانند لولهها و حلقهها، مناسب است.
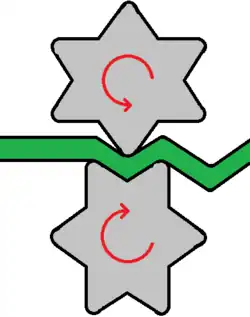
خمکاری غلتکی (Roll Bending)
خمکاری غلتکی شامل عبور ورق فلز از میان سه یا چند غلتک است که به تدریج ورق را خم میکنند. با تنظیم فاصله و موقعیت غلتکها میتوان شعاعهای خم مختلفی را تولید کرد. این روش برای خمکاری ورقهای بزرگ و تولید استوانهها، مخروطها و اشکال منحنی بزرگ استفاده میشود.
عملیات جانبی خمکاری
علاوه بر فرایندهای اصلی خمکاری، عملیات جانبی خاصی نیز وجود دارند که برای تکمیل، بهبود عملکرد، افزایش استحکام و زیبایی قطعات خمکاری شده انجام میشوند
فلانجینگ (Flanging)
فلانجینگ فرایند خمکاری لبههای یک ورق فلز یا یک قطعه به سمت داخل یا خارج برای ایجاد یک لبه یا "فلانج" است. این فلانجها میتوانند برای اهداف مختلفی مانند اتصال به قطعات دیگر، افزایش استحکام لبه، یا ایجاد سطحی برای مهر و موم استفاده شوند. فلانجینگ معمولاً با استفاده از پانچ و قالبهای مخصوص انجام میشود و نیاز به کنترل دقیق برای جلوگیری از ترک خوردگی لبه دارد.
هِمینگ (Hemming)
هِمینگ یک فرایند خمکاری دو مرحلهای است که در آن لبه ورق فلز به طور کامل بر روی خود تا میشود تا یک لبه صاف، ایمن و محکم ایجاد شود. در مرحله اول، لبه ورق معمولاً تا زاویه حدود 180 درجه خم میشود و سپس در مرحله دوم، این خم به طور کامل روی خود فشرده میشود. هِمینگ به طور گسترده در صنایع خودروسازی برای ایمنسازی لبههای دربها، کاپوتها و صندوق عقبها برای جلوگیری از آسیب و بهبود زیباییشناسی استفاده میشود. این فرایند استحکام لبه را به طور قابل توجهی افزایش میدهد و لبههای تیز را از بین میبرد.
سیمینگ (Seaming)
سیمینگ (درزکاری) فرایندی است که در آن دو لبه ورق فلز به یکدیگر متصل میشوند تا یک درز یا اتصال محکم ایجاد شود. این کار معمولاً از طریق یک سری عملیات خمکاری و فشردهسازی انجام میشود که در آن لبهها به یکدیگر قفل میشوند. سیمینگ میتواند به صورت تک درز، دو درز یا حتی درزهای پیچیدهتر برای ایجاد اتصالات ضد آب یا ضد هوا در محصولاتی مانند قوطیهای فلزی، کانالهای تهویه و سایر ظروف استفاده شود. برخلاف جوشکاری که از حرارت برای اتصال استفاده میکند، سیمینگ یک فرایند مکانیکی است.
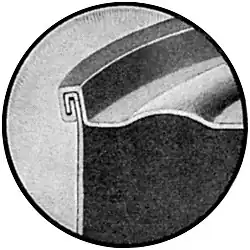
کرلینگ (Curling)
کرلینگ فرایند خمکاری لبه ورق فلز به صورت یک لوله یا رول گرد است. این کار معمولاً برای ایجاد یک لبه ایمن، صاف و زیبا در محصولاتی مانند لبه قوطیها، سینیها یا سایر ظروف استفاده میشود. کرلینگ همچنین میتواند به افزایش استحکام و سختی لبه کمک کند و از بریدگی یا خراشیدگی جلوگیری کند. این فرایند معمولاً با استفاده از یک ابزار چرخشی یا یک پانچ و قالب مخصوص انجام میشود که به تدریج لبه را به شکل مورد نظر میپیچاند.
خلاصه
خمکاری ورق فلز یک فرایند حیاتی در تولید مدرن است که امکان ایجاد اشکال پیچیده و کاربردی را از مواد اولیه فراهم میکند. از انواع مختلف خمکاری گرفته تا عملیات جانبی تکمیلکننده، هر مرحله نقش مهمی در کیفیت و کارایی محصول نهایی ایفا میکند. درک عمیق از این فرایندها و عوامل مؤثر بر آنها، به مهندسان و تولیدکنندگان اجازه میدهد تا قطعات فلزی را با دقت، استحکام و زیبایی مورد نظر تولید کنند و در نتیجه به پیشرفت صنایع مختلف کمک شایانی نمایند. با پیشرفت تکنولوژی، روشهای خمکاری نیز در حال تکامل هستند و ابزارهای دقیقتر و ماشینآلات پیشرفتهتر، امکانات جدیدی را برای طراحی و تولید محصولات فلزی فراهم میآورند.
جستارهای وابسته
منابع
- ↑ Manufacturing Processes Reference Guide, Industrial Press Inc., 1994.
- ↑ F., M. (August 2008), "Press Brake Bending: Methods and Challenges" (PDF), Metalforming: 38–43, archived from the original (PDF) on 2011-07-14.
- ↑ Tool and Manufacturing Engineers Handbook, Volume 2, Forming, 4th Edition, Society of Manufacturing Engineers, 1984
- مشارکتکنندگان ویکیپدیا. «Bending (metalworking)». در دانشنامهٔ ویکیپدیای انگلیسی، بازبینیشده در ۶ اکتبر ۲۰۲۴.
https://www.sciencedirect.com/science/article/abs/pii/0924013696022819