ماشینکاری پرتو الکترونی
ماشین کاری پرتو الکترونی (به انگلیسی: Electron Beam Machining) به صورت مخفف (EBM) یکی از روشهای نوین ماشینکاری و البته یک فرایند حرارتی محسوب میشود که از پرتوهای الکترونی پر انرژی متمرکز شده برای ایجاد چگالی توان بسیار بالا بر روی سطح قطعه کار استفاده میکند و بدین وسیله تبخیر یا ذوب آنی ماده قطعه کار را سبب میشود. در این روش ماشین کاری از یک ولتاژ بالا که معمولاً تا ۱۲۰ کیلوولت است، برای شتاب دادن به الکترونها با سرعتی در حدود ۵۰ تا ۸۰ درصد سرعت نور استفاده میشود. برخورد پرتو الکترونی با قطعه کار تولید پرتو X میکند که بسیار خطرناک و مضر است؛ بنابراین حفاظت و پوشش ضروری بوده و میبایست از پرسنل با مهارت کافی جهت استفاده از تجهیزات بهره برد. EBM میتواند برای مواد رسانا و نارسانا استفاده شود. خواص ماده نظیر چگالی، رسانایی الکتریکی و حرارتی، انعکاس و نقطه ذوب معمولاً عوامل محدودکننده این فرایند محسوب نمیشوند. بیشترین کاربرد EBM در صنعت، دریل کاری دقیق سوراخهای کوچک از گستره ۰٫۰۵ تا ۱ میلیمتر است.
مبانی فیزیکی فرایند
در این روش، انرژی جنبشی الکترونهای به حرارت تبدیل میشود و سبب افزایش درجه حرارت قطعه کار که بالاتر از نقطه جوش آن است، میشود و این سبب میشود تا براده برداری به صورت تبخیری صورت گیرد. با توجه به شدت قدرت 1.55MW/mm2 که در این روش رخ میدهد، تمام مواد مهندسی را میتوان ماشین کاری کرد.
نحوه نفوذ موج متمرکز شده و اینکه چگونه به داخل قطعه نفوذ میکند، به دلیل پیچیدگی مکانیزم آن، کاملاً مشخص نیست؛ اما اعتقاد بر این است که سطح قطعه کار به وسیله ترکیب فشار الکترون و کشش سطحی ذوب میشود. ماده مذاب به سرعت خارج و تبخیر میگردد و در نتیجه، نرخ براده برداری در حدود ۱۰ میلیمتر مکعب بر دقیقه را به وجود میآورد. موج الکترون پالسی با فرکانس ۱۰۰۰۰ هرتز سبب کاهش درجه حرارت قطعه کار در خارج از منطقه ماشین کاری میگردد.
کاربردهای EBM

EBM معمولاً در دریل کاری و عملیات آهن بری استفاده میشود. به خصوص زمانی دریل کاری توصیه میشود که سوراخهای کوچک زیادی باید ایجاد شود یا به خاط هندسه قطعه کار و سختی آن، دریل کاری آنها مشکل است. به خصوص در صنایع نساجی و شیمیایی از EBM به منظور تولید تعداد زیادی سوراخ در فیلترها و توریهای سیمی استفاده میشود.
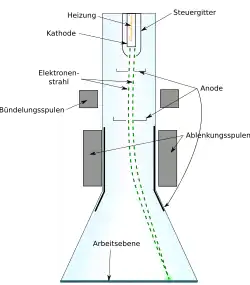
اجزای اصلی دستگاه EBM
یک سیستم کامل EBM شامل بخشهای زیر است:
- تفنگ الکترونی (Electron Gun): شامل کاتد (فیلامان تنگستنی یا LaB6)، آند و سیستم شتابدهنده است که پرتو الکترونی را ایجاد میکند.
- سیستم تمرکز و انحراف پرتو: از لنزهای الکترومغناطیسی برای متمرکز کردن پرتو روی نقطهٔ دلخواه استفاده میشود.
- محفظهٔ خلا: برای جلوگیری از پراکندگی پرتو و اکسید شدن کاتد.
- سیستم حرکت قطعهٔ کار: معمولاً CNC یا مکانیزمهای دقیق حرکتی برای جابجایی قطعه.
- سیستمهای کنترلی: شامل منابع تغذیهٔ ولتاژ بالا، خنککنندهها و سیستمهای ایمنی.
پارامترهای مؤثر در فرایند
کیفیت و دقت ماشینکاری پرتو الکترونی به پارامترهای متعددی وابسته است، از جمله:
- ولتاژ شتابدهنده (Acceleration Voltage): ولتاژ بالاتر سبب افزایش انرژی الکترونها و عمق نفوذ بیشتر میشود.
- جریان پرتو: میزان مادهٔ ذوب یا تبخیرشده را کنترل میکند.
- مدتزمان پالس: EBM معمولاً به صورت پالسی کار میکند؛ طول پالس تعیینکنندهٔ مقدار انرژی منتقلشده در هر ضربه است.
- فاصلهٔ کانونی: میزان تمرکز پرتو روی قطعه و قطر نقطهٔ اثر را تعیین میکند.
- شرایط خلا: کیفیت خلا مستقیماً بر روی وضوح و دقت پرتو اثر میگذارد.
محدودیتها و معایب
هزینهٔ بالای تجهیزات و نگهداری بهدلیل نیاز به خلا و منابع ولتاژ بالا، محدودیت در ابعاد قطعهٔ کار به خاطر محفظهٔ خلا، نرخ برداشت ماده پایین نسبت به روشهای لیزری یا پلاسما، دشواری ماشینکاری مواد با هدایت حرارتی بالا مانند مس و آلومینیوم، و نیاز به زمان آمادهسازی طولانی برای ایجاد شرایط خلا از مهمترین معایب و محدودیتهای ماشینکاری پرتو الکترونی هستند.
ایمنی و ملاحظات
پرتو الکترونی میتواند تابشهای X خطرناک تولید کند، ولتاژهای بسیار بالا خطر برقگرفتگی جدی دارند، تجهیزات خلا در صورت نشتی یا شکستگی میتوانند آسیبزا باشند، نیاز به سیستمهای حفاظتی و شیلدینگ مناسب وجود دارد، و رعایت دقیق دستورالعملهای ایمنی و آموزش اپراتورها برای جلوگیری از حوادث الزامی است.
پیشرفتها و روندهای نوین در ماشینکاری پرتو الکترونی
با توجه به اهمیت روزافزون دقت و سرعت در صنایع پیشرفته، تحقیقات متعددی برای بهبود فرایند ماشینکاری پرتو الکترونی انجام شده است. یکی از مهمترین پیشرفتها استفاده از سیستمهای خلا پیشرفته با پمپاژ سریع است که زمان آمادهسازی دستگاه را کاهش داده و امکان تولید اقتصادیتر را فراهم میکند. همچنین طراحیهای جدید تفنگهای الکترونی با استفاده از کاتدهای مدرن مانند هگزابورات لانتانوم (LaB6) باعث افزایش طول عمر کاتد و پایداری پرتو شدهاند.
از سوی دیگر، کنترل دیجیتال و سیستمهای CNC پیشرفته به دستگاههای EBM اضافه شده است که دقت حرکت قطعه و پرتو را به طور قابل توجهی افزایش داده و امکان تولید اشکال پیچیده سهبعدی را فراهم میکند. ترکیب نرمافزارهای شبیهسازی با فرایند نیز کمک کرده است تا قبل از شروع عملیات، بهینهترین پارامترها انتخاب شوند و از هدررفت انرژی و مواد جلوگیری شود.
یکی دیگر از زمینههای مهم توسعه، تلاش برای استفاده از محیطهای نیمهخلا یا حتی اتمسفری به جای خلا کامل است. در صورت موفقیت این پژوهشها، هزینهٔ تجهیزات و محدودیت ابعاد قطعه به شدت کاهش خواهد یافت. همچنین تحقیقاتی برای ترکیب فناوری EBM با روشهای دیگر مانند لیزر یا پلاسما در حال انجام است تا مزایای هر دو روش به صورت همزمان در دسترس باشد.
جستارهای وابسته
منابع
- https://www.ptreb.com/electron-beam-welding-information
- DeGarmo's Materials and Processes in Manufacturing By Degarmo, J. T. Black, Ronald A. Kohser
- https://en.wikipedia.org/wiki/Electron_beam_machining
- https://me-mechanicalengineering.com/electron-beam-machining-ebm
- Fundamentals of Machining Processes: Conventional and Nonconventional Processes By Hassan Abdel-Gawad El-Hofy
مشارکتکنندگان ویکیپدیا. «Electron beam machining». در دانشنامهٔ ویکیپدیای انگلیسی.