پاشش حرارتی

پاشش حرارتی* (به انگلیسی: thermal spraying) نام کلی برای مجموعهای از روشها برای ایجاد پوشش در سطح قطعات، با استفاده از ترکیبی از انرژی حرارتی و انرژی جنبشی است. تقسیمبندیهای مختلفی برای فرایندهای پاشش حرارتی ارائه شدهاست.[۱] پاشش حرارتی در واقع فرآیندهایی برای پوششدهی سطوح هستند که در آنها مواد اولیه ذوب یا گرمشده به صورت ذرات ریز روی سطح مورد نظر اسپری میشوند. ماده اولیه از طریق منابع انرژی الکتریکی مانند پلاسما یا قوس الکتریکی، و یا منابع شیمیایی مانند شعله احتراق، گرم میشود.[۲] این روش امکان ایجاد پوششهای ضخیم با ضخامت تقریباً ۲۰ میکرون تا چند میلیمتر را بر روی سطوح وسیع و با سرعت رسوبدهی بالا فراهم میکند، که نسبت به سایر فرآیندهای پوششدهی مثل آبکاری الکتریکی یا رسوب بخار فیزیکی و شیمیایی مزیت دارد. مواد پوششدهی متنوعی از جمله فلزات، آلیاژها، سرامیکها، پلاستیکها و کامپوزیتها به صورت پودر یا سیم وارد فرآیند شده، سپس به حالت مذاب یا نیمهذوب گرم و به صورت ذرات میکرومتری با سرعت بالا به سمت زیرلایه شتاب داده میشوند.
معمولاً منبع انرژی پاشش حرارتی، احتراق یا تخلیه قوس الکتریکی است. پوشش نهایی از تجمع ذرات اسپری شده تشکیل شده و به دلیل کنترل حرارت مناسب، سطح زیرین به طور قابل توجهی گرم نمیشود که این امر امکان پوششدهی مواد حساس و قابل اشتعال را نیز فراهم میکند. کیفیت پوششها معمولاً با پارامترهایی نظیر میزان تخلخل، میزان اکسیداسیون، سختی ماکرو و میکرو، استحکام چسبندگی و زبری سطح سنجیده میشود. به طور کلی، افزایش سرعت ذرات باعث بهبود کیفیت پوشش خواهد شد.
تاریخچه
این روش در سال ۱۹۱۰ در سوئیس ابداع شدهاست.
مقدمه
مواد اولیه مورد استفاده در این فرایندها، به شکل پودر، سیم یا میله میباشد. منابع انرژی مواد اولیه را به صورت ذوب شده یا خمیری درآورده و در مرحله بعد، ذرات ماده پوششی توسط یک گاز خنثی (آرگون، هلیوم، ازت ویا مخلوطی از این گازها) سرعت داده شده و با شتاب، به سطح آماده شده قطعه، پرتاب میشوند. در اثر شتاب زیاد، در هنگام برخورد ذرات به سطح قطعه، بین ذرات و سطح، یک پیوند مکانیکی قوی به وجود میآید.
ذرات، در اثر برخورد به سطح قطعه، تغییر شکل داده و یک ساختار لایهای تشکیل میدهند. لازم است ذکر شود که در جریان این عملیات، انجماد ذرات، با سرعت بسیار زیاد، در حدود k/s ۱۰۶ (برای فلزات)، صورت میگیرد.
استفاده از تکنولوژی ترمال اسپری دارای امتیازات متعددی نسبت به روشهای دیگر پوشش دهی میباشد. یکی از مزایای اصلی فرایند ترمال اسپری، در مقایسه با روشهای دیگر پوشش دهی سطح قطعات، امکان ایجاد طیف گستردهای از پوششهای مواد مختلف روی بستر قطعه مورد نظر، میباشد. در حقیقت، تمام موادی را که بدون تجزیه شدن، قابل ذوب باشند، میتوان برای ایجاد پوشش به روش ترمال اسپری، مورد استفاده قرار داد.
مزیت دیگر پوشش دهی به روش ترمال اسپری، آنست که در جریان عملیات ترمال اسپری، قطعه عملاً زیاد گرم نمیشود، لذا، اثرات مخرب گرمایی ناشی از گرم شدن قطعه، وجود ندارد. ایجاد تنشهای حرارتی در قطعه، در جریان استفاده از روشهای دیگر پوشش دهی، که در آنها گرم کردن سطح قطعه انجام میگیرد، میتواند علاوه بر تنشهای حرارتی اثرات ساختاری نامطلوبی را نیز به بار آورد. در استفاده از روش ترمال اسپری، عدم گرم شدن قطعه و در نتیجه، عدم بروز تنشهای حرارتی، یک مزیت اصلی در استفاده از تکنولوژی ترمال اسپری میباشد. با این ویژگی اخیر، امکان ایجاد پوششهایی با نقطه ذوب بالا، بر روی قطعه، به روش ترمال اسپری وجود دارد، بدون آنکه حرارت ورودی، باعث تغییردر خصوصیات ساختاری قطعه یا پیچیدگی و تاب برداشتن آن گردد. همچنین، امکان بازسازی پوششهای آسیب دیده، بدون تغییر در ساختار میکروسکپی یا در ابعاد قطعه، از مزایای دیگر روش ترمال اسپری میباشد.
یکی از محدودیتهای این فرایند، آنست که نقاطی از سطح قابل پوشش دادن هستند که توسط نوک مشعل قابل دیدن باشند؛ ولی این محدودیت نیز با بهبود شکل و طراحیهای جدید تجهیزات ترمال اسپری و نیز با بکارگیری سیستمهای پیشرفته رباتیک، تا حد زیادی بر طرف شدهاست.
کاربرد
- محافظت در برابر خوردگی.
- محافظت در برابر رسوب.
- تغییر رسانایی حرارتی و رسانایی الکتریکی.
- تعمیر و اصلاح سطوح آسیب دیده.
- محافظت در برابر اکسیداسیون.
- محافظت در برابر حرارت بالا.
- ایمپلنتهای پزشکی.
این روش عمدتاً برای تولید پوششهای محافظ روی مواد سازهای به کار میرود. پوششها میتوانند حفاظت در برابر دماهای بالا (مثلاً پوششهای مانع حرارتی برای مدیریت حرارت اگزوز)، خوردگی، سایش و فرسایش فراهم کنند. همچنین میتوانند ظاهر، خواص الکتریکی یا اصطکاکی سطح را تغییر دهند، مواد فرسوده را جایگزین کنند و غیره.
در برخی موارد، با اسپری کردن روی زیرلایههای مختلف و سپس جداسازی آنها، قطعات مستقل به شکل صفحات، لولهها، پوستهها و غیره تولید میشود. این تکنیک همچنین در پردازش پودر کاربرد دارد، مانند کرویسازی، همگنسازی و اصلاح شیمیایی مواد. در این حالت زیرلایه وجود ندارد و ذرات در حین پرواز یا در محیط کنترل شده (مانند آب) جامد میشوند.
علاوه بر این، با تغییراتی در روش، میتوان ساختارهای متخلخل مناسب برای رشد استخوان به عنوان پوشش ایمپلنتهای پزشکی تولید کرد. همچنین میتوان آئروسلهای پراکندگی پلیمر را به داخل تخلیه پلاسما تزریق کرد تا گرافتینگ (جفت شدن) پلیمر روی سطح زیرلایه انجام شود؛ این کاربرد عمدتاً برای اصلاح شیمی سطح پلیمرها به کار میرود.[۳]
انواع روشهای پاشش حرارتی
- روش پاشش شعلهای.
- روش پاشش انفجاری.
- روش پوششدهی با قوس الکتریکی.
- روش پاشش سوخت و اکسیژن با سرعت بالا.
- روش پلاسما اسپری.[۲][۴]
- روش پاشش گرم.
- روش پاشش سرد.[۵]
فرآیندهای کلاسیک
روشهای کلاسیکی مانند پاشش شعلهای و پاشش قوس سیمی که بین سالهای ۱۹۱۰ تا ۱۹۲۰ توسعه یافتهاند، همچنان در صنایع مختلف کاربرد دارند. در این روشها، سرعت ذرات پوششدهنده معمولاً کمتر از ۱۵۰ متر بر ثانیه است و مواد اولیه باید کاملاً ذوب شوند تا به زیرلایه بچسبند. این روشها به دلیل سهولت اجرا و هزینه کمتر، برای تولید پوششهای ضخیم و اقتصادی مناسب هستند، اما از نظر سرعت رسوب و کیفیت پوشش نسبت به فناوریهای جدیدتر محدودیتهایی دارند.
پاشش قوس سیمی
پاشش قوس سیمی یکی از روشهای پاشش حرارتی است که در آن دو سیم فلزی مصرفی به طور مستقل وارد تفنگ پاشش میشوند. این سیمها باردار شده و قوس الکتریکی بین آنها ایجاد میشود. حرارت این قوس سیمها را ذوب کرده و مذاب به کمک جت هوای فشرده به سمت زیرلایه منتقل و پوششدهی انجام میشود. این روش معمولاً برای تولید پوششهای فلزی ضخیم و مقاوم به کار میرود.
پاشش قوس سیمی انتقالی پلاسما
پاشش قوس سیمی انتقالی پلاسما (PTWA) گونهای از پاشش قوس سیمی است که پوشش را روی سطح داخلی سیلندر یا سطح خارجی قطعات با هر شکل هندسی اعمال میکند. این روش به خصوص برای پوششدهی جداره داخلی سیلندرهای موتور استفاده میشود که امکان ساخت بلوکهای موتور آلومینیومی بدون نیاز به غلافهای چدنی سنگین را فراهم میکند. در PTWA، یک سیم رسانا به عنوان ماده اولیه استفاده میشود. جت پلاسما با سرعت مافوق صوت سیم را ذوب، اتمیزه و به سمت زیرلایه پرتاب میکند. این جت پلاسما توسط قوس انتقالی بین کاتد غیر مصرفی و نوک سیم ایجاد میشود. ذرات مذاب پس از برخورد به سطح، به صورت لایهای مسطح و با چگالی بالا روی زیرلایه انباشته میشوند و پوششی با مقاومت سایشی بالا ایجاد میکنند.
تمامی سیمهای رسانای تا قطر ۱.۵۹ میلیمتر (۰.۰۶۲۵ اینچ) از جمله سیمهای هستهدار میتوانند به عنوان ماده اولیه برای PTWA استفاده شوند. این فناوری امکان جایگزینی بوشینگ یا یاتاقانها را با پوششهای مقاوم به سایش فراهم میکند. به عنوان مثال، پوششدهی سطح یاتاقان میللنگ با PTWA موجب کاهش وزن، هزینه، اصطکاک و تنشهای وارده بر قطعه میشود.
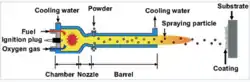
فرآیند پاشش انفجاری
تفنگ پاشش انفجاری شامل یک لوله بلند خنکشونده با آب است که دارای شیرهای ورودی برای گازها و پودر میباشد. در این فرآیند، اکسیژن و سوخت (معمولاً استیلن) به همراه مقدار مشخصی پودر وارد لوله میشوند. با استفاده از جرقه، مخلوط گازی مشتعل شده و انفجاری در داخل لوله رخ میدهد که موجب گرم شدن و شتابدهی پودر به سرعت مافوق صوت میشود. پس از هر انفجار، یک پالس از نیتروژن برای پاکسازی لوله به کار گرفته میشود. این چرخه چندین بار در ثانیه تکرار میشود.
انرژی جنبشی بسیار بالای ذرات داغ پودر هنگام برخورد با زیرلایه باعث ایجاد پوششی بسیار متراکم و مقاوم میشود. چسبندگی پوشش بیشتر از طریق پیوند مکانیکی برقرار میشود که ناشی از تغییر شکل مکانیکی سطح زیرین است؛ بهطوری که زیرلایه در اثر برخورد پرسرعت ذرات، اطراف آنها را فرا میگیرد و باعث تثبیت پوشش میشود.
پاشش پلاسما
پاشش پلاسما که در دهه ۱۹۷۰ توسعه یافته، از جت پلاسما با دمای بسیار بالا (بیش از ۱۵۰۰۰ کلوین) استفاده میکند که توسط تخلیه قوس الکتریکی تولید میشود. این فناوری امکان پاشش مواد نسوز و مقاوم در برابر حرارت مانند اکسیدها، کاربیدها[۶] و مولیبدن[۳] را فراهم میکند. ذرات مواد در حالت مذاب یا نیمهمذاب با سرعت بسیار بالا به سطح زیرلایه برخورد میکنند که منجر به ایجاد پوششهایی با چسبندگی قوی، تراکم بالا و خواص مکانیکی و حرارتی بهبود یافته میشود. به همین دلیل، پاشش پلاسما در صنایع هوافضا، خودروسازی، نیروگاهها و سایر حوزههای صنعتی حساس کاربرد گستردهای دارد. [۷]
پاشش پلاسما در خلأ
پاپاشش پلاسما در خلأ (Vacuum Plasma Spraying یا VPS) تکنولوژیای برای حکاکی و اصلاح سطح به منظور ایجاد لایههای متخلخل با قابلیت تکرار بالا است. این روش همچنین برای پاکسازی و مهندسی سطح پلاستیکها، لاستیکها و الیاف طبیعی کاربرد دارد و به عنوان جایگزینی برای گازهای مخرب لایه ازن (CFC) در ف رآیندهای پاکسازی قطعات فلزی استفاده میشود. مهندسی سطح به کمک VPS میتواند خواصی نظیر رفتار اصطکاکی، مقاومت حرارتی، رسانایی الکتریکی سطح، لغزندگی، چسبندگی فیلمها و ثابت دیالکتریک را بهبود بخشد یا مواد را به صورت هیدروفیلیک (جاذب آب) یا هیدروفوبی (دافع آب) تغییر دهد.
این فرآیند معمولاً در دمای ۳۹ تا ۱۲۰ درجه سانتیگراد انجام میشود تا از آسیب حرارتی جلوگیری شود. این روش امکان ایجاد واکنشهای سطحی غیر حرارتی را فراهم میکند که در شرایط فشار اتمسفریک با شیمی مولکولی ممکن نیست. پردازش پلاسما در محیطی کنترلشده داخل محفظهای مهر و موم شده و در خلأ متوسط (حدود ۱۳ تا ۶۵ پاسکال) انجام میشود. گاز یا مخلوط گازها توسط میدان الکتریکی با فرکانسهای مختلف از جریان مستقیم تا مایکروویو، معمولاً با توان ۱ تا ۵۰۰ وات و ولتاژ ۵۰ ولت، انرژیدار میشوند. قطعات تحت فرآیند معمولاً از نظر الکتریکی ایزوله هستند. محصولات فرعی فرار پلاسما توسط پمپ خلأ از محفظه خارج شده و در صورت نیاز در دستگاه خنثیسازی دود دفع میشوند.

برخلاف شیمی مولکولی، پلاسما از گونههای مولکولی، اتمی، متاستابل و رادیکال آزاد برای اثرات شیمیایی، و یونها و الکترونها برای اثرات جنبشی استفاده میکند. همچنین پلاسما تشعشعات الکترومغناطیسی به شکل فوتونهای فرابنفش خلأ (vacuum UV) تولید میکند که میتواند تا عمق حدود ۱۰ میکرومتر در پلیمرهای حجیم نفوذ کند و باعث شکستن زنجیرهها و اتصال متقابل آنها شود. پلاسما اثرات خود را در سطح اتمی اعمال میکند و برای تحلیل سطوح از تکنیکهایی مانند طیفسنجی فوتوالکترون پرتو ایکس (XPS) و میکروسکوپ الکترونی روبشی (SEM) استفاده میشود. برای اندازهگیری ساده انرژی سطح و خواص چسبندگی یا ترشوندگی، اغلب زاویه تماس قطره آب به کار میرود؛ هرچه زاویه تماس کمتر باشد، انرژی سطح بالاتر و ماده هیدروفیلیکتر است.
تغییرات اثرات پلاسما
در انرژیهای بالاتر، یونیزاسیون بیشتر از شکستن شیمیایی مولکولها رخ میدهد. در یک گاز واکنشی معمولی، از هر ۱۰۰ مولکول، یک مولکول رادیکال آزاد تشکیل میشود در حالی که فقط یک در میلیون یونیزه میشود. در این شرایط، اثر غالب تشکیل رادیکالهای آزاد است. با انتخاب پارامترهای فرآیند و استفاده از گازهای نجیب، اثرات یونی میتوانند غالب شوند. در PTWA، یک سیم رسانا به عنوان ماده اولیه استفاده میشود. جت پلاسما با سرعت مافوق صوت سیم را ذوب، اتمیزه و به سمت زیرلایه پرتاب میکند. این جت پلاسما توسط قوس انتقالی بین کاتد غیر مصرفی و نوک سیم ایجاد میشود. ذرات مذاب پس از برخورد به سطح، به صورت لایهای مسطح و با چگالی بالا روی زیرلایه انباشته میشوند و پوششی با مقاومت سایشی بالا ایجاد میکنند.
تمامی سیمهای رسانای تا قطر ۱.۵۹ میلیمتر (۰.۰۶۲۵ اینچ) از جمله سیمهای هستهدار میتوانند به عنوان ماده اولیه برای PTWA استفاده شوند. این فناوری امکان جایگزینی بوشینگ یا یاتاقانها را با پوششهای مقاوم به سایش فراهم میکند. به عنوان مثال، پوششدهی سطح یاتاقان میللنگ با PTWA موجب کاهش وزن، هزینه، اصطکاک و تنشهای وارده بر قطعه میشود. سیستمهای پاشش پلاسما را میتوان بر اساس معیارهای مختلف دستهبندی کرد:
تولید جت پلاسما
- پلاسما جریان مستقیم (DC plasma): انرژی توسط جریان مستقیم الکتریکی قوس با توان بالا به جت پلاسما منتقل میشود.
- پلاسما القایی یا RF پلاسما: انرژی از طریق القای جریان متناوب با فرکانس رادیویی که از یک سیمپیچ اطراف جت پلاسما عبور میکند، منتقل میشود.
محیط تشکیل پلاسما
- پلاسما تثبیتشده با گاز (GSP): پلاسما از گازهایی مانند آرگون، هیدروژن، هلیوم یا ترکیب آنها تشکیل میشود.
- پلاسما تثبیتشده با آب (WSP): پلاسما از آب یا مایع مناسب دیگری از طریق تبخیر، جدایش و یونیزاسیون تشکیل میشود.
- پلاسما هیبرید: ترکیبی از تثبیت با گاز و مایع، معمولاً آرگون و آب.
محیط پاشش
- پاشش پلاسما جوی (APS): در هوای محیط انجام میشود.
- پاشش پلاسما در جو کنترلشده (CAPS): معمولاً در محفظه بسته با گاز خنثی یا خلأ انجام میشود. شامل حالتهای فشار بالا (HPPS)، فشار پایین (LPPS) و خلأ (VPS).
نوع مواد اولیه
- نوعی از پاشش پلاسما که به جای پودر جامد، از محلول پیشماده مایع استفاده میکند، به عنوان پاشش پلاسما پیشماده محلولی (Solution Precursor Plasma Spray) شناخته میشود.
پاشش با سوخت اکسیژن و سرعت بالا
فرآیند پاشش با سوخت اکسیژن و سرعت بالا در دهه ۱۹۸۰ توسعه یافته است. در این روش، مخلوطی از سوخت گازی یا مایع به همراه اکسیژن وارد محفظه احتراق شده و به طور مداوم مشتعل میشود. گاز داغ تولیدشده با فشار نزدیک به ۱ مگاپاسکال از نازل مخروطی عبور کرده و با سرعت مافوق صوت خارج میشود. سوختهای مصرفی شامل هیدروژن، متان، پروپان، استیلن و نفت سفید میباشند.[۸]
پودر ماده اولیه به جریان گاز تزریق شده و تا سرعت حدود ۸۰۰ متر بر ثانیه شتاب میگیرد. این پودر در جریان گاز تا حدی ذوب شده و روی سطح زیرلایه پاشیده میشود. پوشش حاصل دارای تخلخل کم و چسبندگی بالا است.
ضخامت پوششها میتواند تا ۱۲ میلیمتر برسد و عمدتاً برای ایجاد پوششهای مقاوم در برابر سایش و خوردگی بر روی مواد مختلف کاربرد دارد. مواد پودری رایج شامل کربید تنگستن-کوبالت، کربید کروم، آلیاژهای مقاوم و آلومینا هستند. [۹]
پاشش با سوخت هوا و سرعت بالا
این روش مشابه پاشش با سوخت اکسیژن است، با این تفاوت که به جای اکسیژن از هوای فشرده به همراه پروپان استفاده میشود. در این روش از صفحهای برای تثبیت حرارت استفاده میشود که پایداری فرآیند را افزایش میدهد. دمای شعله بین ۳۵۶۰ تا ۳۶۵۰ درجه فارنهایت و سرعت ذرات حدود ۳۳۰۰ فوت بر ثانیه است.
با توجه به دمای نسبتاً پایینتر شعله، پوششهای ایجادشده یکنواختتر و انعطافپذیرتر هستند. ضخامت پوشش معمولاً بین ۰.۰۰۲ تا ۰.۰۵۰ اینچ بوده و استحکام چسبندگی مکانیکی آنها بالا است.
مواد قابل استفاده در این روش شامل کربید تنگستن، کربید کروم، فولاد ضدزنگ و آلیاژهای خاص میباشد.[۱۰]
پاشش و اتصال حرارتی
در این روش، حرارت بالا برای ایجاد اتصال متالوژیکی بین پوشش و سطح زیرین استفاده میشود. برخلاف روشهای دیگر که اتصال فقط بر پایه چسبندگی مکانیکی است، در این روش پوشش و سطح بهصورت ذوب شده و به هم متصل میشوند.
پودر ابتدا روی سطح پاشیده شده و سپس با استفاده از مشعل استیلن حرارت داده میشود تا پوشش و زیرلایه ذوب و با هم جوش بخورند. به دلیل دمای بالا، احتمال تغییر شکل قطعه وجود دارد و باید دقت شود که قطعه برای این روش مناسب باشد. پوشش ایجادشده مقاوم بسیار بالایی در برابر سایش و فرسایش دارد.
پاشش سرد در دهه ۱۹۹۰ معرفی شده و در این روش ذرات با استفاده از گاز حامل از طریق نازل خاص با سرعت بسیار بالا به سطح برخورد میکنند. ذرات جامد به دلیل انرژی جنبشی زیاد به صورت مکانیکی به سطح میچسبند.
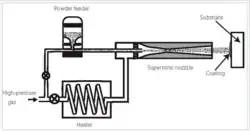
سرعت لازم برای اتصال پوشش به جنس ماده، اندازه ذرات و دما بستگی دارد. فلزات نرم مانند مس و آلومینیوم برای این روش مناسبتر هستند، اما امکان پوششدهی مواد سختتر نیز وجود دارد. [۱۱]
برای افزایش سرعت ذرات، از پودرهای ریزتر و گازهایی با سرعت صوت بالاتر استفاده میشود. گرمکردن گاز حامل نیز به بهبود چسبندگی و استحکام پوشش کمک میکند.
پاشش گرم
پاشش گرم نوعی اصلاح نوین از پاشش با سوخت اکسیژن و سرعت بالا است که در آن دمای گاز احتراق با اختلاط نیتروژن کاهش مییابد و فرآیند را به پاشش سرد نزدیکتر میکند. گاز خروجی شامل مقدار زیادی بخار آب، هیدروکربنهای واکنشنداده و اکسیژن است، بنابراین نسبت به پاشش سرد آلایندهتر میباشد. با این حال، کارایی پوششدهی در این روش بالاتر است.
دمای پایینتر پاشش گرم باعث کاهش ذوب و واکنشهای شیمیایی پودر میشود که این موضوع برای موادی مانند تیتانیوم، پلاستیکها و شیشههای فلزی که در دمای بالا سریع اکسید میشوند یا آسیب میبینند، اهمیت زیادی دارد.
نمای کلی سیستم پاشش حرارتی
یک سیستم معمولی پاشش حرارتی از اجزای اصلی زیر تشکیل شده است:
- مشعل پاشش (یا تفنگ پاشش): دستگاه اصلی که وظیفه ذوب و شتابدهی ذرات پوششدهنده را بر عهده دارد.
- تغذیهکننده: برای تأمین پودر، سیم یا مایع به مشعل از طریق لولهها.
- تأمین رسانه: شامل گازها یا مایعاتی که برای تولید شعله یا جت پلاسما استفاده میشوند، همچنین گازهایی که پودر را حمل میکنند.
- ربات یا نیروی انسانی: برای جابجایی مشعل یا قطعاتی که قرار است پوشش داده شوند.
- منبع تغذیه: معمولاً دستگاهی مستقل که انرژی لازم برای مشعل را فراهم میکند.
- کنسول کنترل: که میتواند به صورت یکپارچه یا جداگانه، عملکرد کلیه اجزای فوق را کنترل نماید.
اسپری شعله
خصوصیات پوششها
پوششهای ایجاد شده در فرآیند پاشش حرارتی از تعداد زیادی «اسپلت» (splats) یا لایههای نازک و پهن به شکل پنکیک تشکیل شدهاند که توسط گسترش قطرات مایع ذوب شده شکل میگیرند. اندازه ذرات مواد اولیه (پودر) معمولاً از چند میکرومتر تا بیش از ۱۰۰ میکرومتر متغیر است، بنابراین ضخامت این لایهها در محدوده میکرومتری و ابعاد جانبی آنها از چند تا صدها میکرومتر است. در بین این لایهها، فضاهای خالی کوچکی مانند تخلخلها، ترکها و نواحی اتصال ناقص وجود دارد. به دلیل این ساختار منحصر به فرد، خواص پوششها میتواند به طور قابل توجهی با خواص مواد اولیه متفاوت باشد. به طور کلی، این تفاوتها شامل خواص مکانیکی مانند کاهش استحکام و مدول الاستیسیته، افزایش تحمل کرنش و کاهش رسانایی حرارتی و الکتریکی میشوند. همچنین به علت سرعت بالای سرد شدن، فازهای متاستابل ممکن است در پوششها شکل بگیرند
محدودیتها
ففرآیند پاشش حرارتی به صورت دید خطی (line of sight) انجام میشود و مکانیزم اتصال پوشش بیشتر مکانیکی است. بنابراین در مواردی که سطح زیرلایه دارای هندسه پیچیده یا مسدود شده باشد، این روش مناسب نیست.[۱۲]
ایمنی
اگر تجهیزات به درستی نگهداری و عملیات پاشش طبق استانداردها انجام شود، پاشش حرارتی فرآیندی ایمن خواهد بود. با این حال، اپراتور باید نسبت به خطرات موجود آگاه بوده و اقدامات احتیاطی لازم را رعایت کند.
بهتر است دستگاهها به صورت خودکار و در محفظههای مخصوص با تهویه مناسب برای استخراج دود و کاهش صدا کار کنند تا کیفیت پوشش بهبود یابد و ایمنی افزایش پیدا کند. در مواقعی که عملیات به صورت دستی انجام میشود، خطرات خاصی در کنار خطرات عمومی صنایع وجود دارد که باید در نظر گرفته شوند. [۱۳][۱۴]
نویز
دستگاههای پاشش فلز با استفاده از گازهای فشرده کار میکنند که باعث ایجاد صدا میشوند. سطح صدای تولیدی به نوع دستگاه، ماده پاشیده شده و شرایط کاری بستگی دارد.[۱۵]
خطرات برق
دستگاههای قوس الکتریکی ولتاژ پایینی (کمتر از ۴۵ ولت DC) ولی جریان بالایی دارند و معمولاً قابل نگهداری با دست هستند. واحدهای تغذیه به برق ۴۴۰ ولت AC متصلاند که باید با احتیاط کامل مورد استفاده قرار گیرند.
جستارهای وابسته
- مرکز تحقیقات مهندسی مواد و متالورژی - پاشش حرارتی
- شرکت متالیزیشن - کاربردهای مهندسی پاشش حرارتی
- مؤسسه TWI جهانی - پرسشهای متداول درباره پاشش حرارتی
- انجمن بینالمللی پاشش حرارتی (ITSC) - منبع اصلی برای استانداردها، کنفرانسها و آخرین تحقیقات.
- Oerlikon Metco - یکی از بزرگترین تأمینکنندگان مواد و سیستمهای پاشش حرارتی در جهان.
- کنفرانس گوردون در زمینه پاشش حرارتی و فرآیندهای مرتبط - معتبرترین کنفرانس علمی در این زمینه.
منابع
- ↑ Kuroda, Seiji (۲۰۰۸). «Warm spraying—a novel coating process based on high-velocity impact of solid particles». Sci. Technol. Adv. Mater.
- 1 2 Paulussen, S (۲۰۰۵). «Plasma polymerization of hybrid organic–inorganic monomers in an atmospheric pressure dielectric barrier discharge». Surface and Coatings Technology: ۶۷۲–۶۷۵.
- 1 2 Leroux, F.; Campagne, C.; Perwuelz, A.; Gengembre, L. (2008-04). "Fluorocarbon nano-coating of polyester fabrics by atmospheric air plasma with aerosol". Applied Surface Science (به انگلیسی). 254 (13): 3902–3908. doi:10.1016/j.apsusc.2007.12.037.
{{cite journal}}: Check date values in:|date=(help) - ↑ Leroux, F (۲۰۰۸). «Fluorocarbon nano-coating of polyester fabrics by atmospheric air plasma with aerosol». Applied Surface Science: ۳۹۰۲.
- ↑ Moridi، A. (۲۰۱۴). «Cold spray coating: review of material systems and future perspectives». Surface Engineering: ۳۶۹–۳۹۵.
- ↑ Paulussen, Sabine; Rego, Robby; Goossens, Olivier; Vangeneugden, Dirk; Rose, Klaus (2005-10). "Plasma polymerization of hybrid organic–inorganic monomers in an atmospheric pressure dielectric barrier discharge". Surface and Coatings Technology (به انگلیسی). 200 (1–4): 672–675. doi:10.1016/j.surfcoat.2005.02.134.
{{cite journal}}: Check date values in:|date=(help) - ↑ Kuroda, Seiji; Kawakita, Jin; Watanabe, Makoto; Katanoda, Hiroshi (2008-07). "Warm spraying—a novel coating process based on high-velocity impact of solid particles". Science and Technology of Advanced Materials (به انگلیسی). 9 (3): 033002. doi:10.1088/1468-6996/9/3/033002. ISSN 1468-6996.
{{cite journal}}: Check date values in:|date=(help) - ↑ «HVAF Spray | پوششدهی حرارتی با HVAF | بهبود قطعات ماشین». HTS Coatings. بازیابیشده در ۴ ژوئن ۲۰۲۰.
- ↑ مختار, ساربان; احمدی, مسیحالله (2025-01-06). "تحلیل تخنیکی-اقتصادی سیستم حرارتی آفتابی برای منازل مسکونی در شهر کابل افغانستان". Journal of Natural Sciences – Kabul University. 6 (3): 133–144. doi:10.62810/jns.v6i3.334. ISSN 3078-6665.
{{cite journal}}: Check|doi=value (help) - ↑ صالحی طرخورانی, سهراب; نیک سخن, محمد حسین; اردستانی, مجتبی (2019-11-22). "بررسی آثار استفاده از پوششهای تکلایه در مخازن سدها در میزان تبخیر". مهندسی عمران. 35.2 (3.2): 23–33. doi:10.24200/j30.2017.4935.2183. ISSN 2676-4776.
- ↑ موریدی، آ؛ حسنیگنگری، س. م؛ گوگلیانو، ام؛ دائو، م. (۲۰۱۴). «مروری بر پوششدهی پاشش سرد: سیستمهای مواد و دیدگاههای آینده». مهندسی سطح. ۳۰ (۶): ۳۶۹–۳۹۵. doi:10.1179/1743294414Y.0000000207. hdl:11311/968457. S2CID 987439.
- ↑ دگیتز، تاد؛ دبلر، کلاوس (نوامبر ۲۰۰۲). «مبانی پاشش حرارتی». ژورنال جوشکاری. بایگانیشده از نسخه اصلی در ۱۱ نوامبر ۲۰۰۴.
- ↑ Kodali, Vamsi; Afshari, Aliakbar; Meighan, Terence; McKinney, Walter; Mazumder, Md Habibul Hasan; Majumder, Nairrita; Cumpston, Jared L.; Leonard, Howard D.; Cumpston, James B. (2022-12). "In vivo and in vitro toxicity of a stainless-steel aerosol generated during thermal spray coating". Archives of Toxicology (به انگلیسی). 96 (12): 3201–3217. doi:10.1007/s00204-022-03362-7. ISSN 0340-5761.
{{cite journal}}: Check date values in:|date=(help) - ↑ بلانت، جین؛ بالچین، ن. سی. (۲۰۰۱). ایمنی و بهداشت در جوشکاری و تمام فرآیندهای متحد. انتشارات وودهد. شابک 978-1-85573-538-5.
- ↑ سوریانارایانان، ر. (۱۹۹۳). پاشش پلاسما: نظریه و کاربردها. انتشارات علمی جهانی. ISBN 978-981-02-1363-3.
- مشارکت کنندگان ویکیپدیا (Thermal spraying) در دانشنامه ویکیپدیای انگلیسی. ۳ جون ۲۰۱۹.